




































Los imanes sinterizados suelen utilizar metales puros o aleaciones intermedias como materia prima. Utilizan el principio de calentamiento por inducción electromagnética de campos magnéticos alternos para generar corrientes parásitas en las materias primas. Las materias primas se funden mediante inducción de media y baja frecuencia en un ambiente de vacío o gas inerte para que las materias primas se calienten y se fundan. La masa fundida se agita para homogeneizarla. Los puntos de fusión de los metales de tierras raras están entre 800 y 1500 grados, el Fe y el Co son 1536 grados y 1495 grados respectivamente, y el B puro alcanza los 2077 grados. Los puntos de fusión de algunos metales de alto punto de fusión utilizados como aditivos, como Ti, Cr, Mo o Nb, están entre 1600 y 3400 grados. Teniendo en cuenta la supresión de la volatilización de los elementos de tierras raras, la temperatura de fusión generalmente se controla entre 1000 y 1600 grados. Los elementos de alto punto de fusión se funden mediante la aleación de metales de tierras raras fundidos, o las aleaciones de elementos de alto punto de fusión (generalmente aleaciones de hierro) se utilizan directamente como materia prima, como B-Fe (punto de fusión ~ 1500 grados), aleación Nb-Fe (punto de fusión ~1600 grados), etc. Para garantizar un ambiente bajo en oxígeno para la fundición y la fundición, es necesario evacuar los cuerpos del horno de fundición y fundición y desinflar completamente los componentes y las materias primas en el horno. El nivel de vacío suele alcanzar 10-2~10-3.
El cuerpo del horno se calienta. La tasa de aumento de presión (liberación de gas interna y fuga de aire externa) también debe controlarse a un nivel bajo. Por ejemplo, para un horno de fundición con una capacidad de 1 t, la tasa de aumento de presión debe ser inferior a 5×10-4~1×10-3 L/s. La fundición al vacío puede desinflar completamente el líquido fundido, eliminar impurezas de bajo punto de ebullición y elementos gaseosos nocivos y mejorar la pureza de la aleación. Sin embargo, debido a que la presión de vapor de los metales de tierras raras es muy baja (menos de 1 Pa), la pérdida por volatilización es muy considerable, por lo que se suele utilizar durante el proceso de fundición. El cuerpo del horno está lleno de gas inerte para aumentar la presión del aire ambiente y suprimir la volatilización de tierras raras. Es más conveniente utilizar gas argón de alta pureza, que generalmente se llena hasta un nivel de 50kPa. Una vez que la aleación fundida se homogeneiza, se ventila y se completa por completo la escoria, se puede comenzar la fundición. La fundición de aleaciones es un proceso muy crítico porque la composición, el estado de cristalización y la distribución espacial de las fases son cruciales para el rendimiento del imán sinterizado. El lingote de aleación ha experimentado "balas de cañón" pesadas, "libros" de 20 mm de espesor y "panqueques" de 5 mm. Actualmente, se ha desarrollado hasta convertirse en escamas de fraguado rápido con un espesor de solo 0,3 mm. Los expertos de la industria han hecho varios esfuerzos para evitar la segregación de componentes. y la generación de fases de impurezas y distribuir razonablemente la distribución de fases ricas en neodimio.
1. Fundición
Las materias primas de tierras raras generalmente toman la forma de metales puros y a menudo se seleccionan aleaciones de tierras raras por razones de costo, como praseodimio y neodimio metálico, lantano y cerio metálico, tierras raras mixtas y ferroaleaciones de disprosio, etc.; Componentes de elementos de alto punto de fusión (tales como: B, Mo, Nb, etc.) Se agrega principalmente en forma de ferroaleación. Los imanes de Nd-Fe-B tienen las características de fases multimetálicas. La fase rica en Nd es una condición necesaria para una alta coercitividad, y la fase rica en B también debe coexistir. Por lo tanto, generalmente se requiere que las tierras raras y el B en la fórmula original sean más altos que los componentes positivos de R2Fe14B, pero a veces para ajustar la composición de la fase límite del grano (especialmente cuando se agregan Cu, Al y Ga), el B El contenido es ligeramente inferior al componente positivo. Debido a la reacción entre los metales de tierras raras y los materiales del crisol y la volatilización durante la fundición y sinterización, se debe considerar una cierta cantidad de pérdida de metales de tierras raras al formular. Para reducir el contenido de impurezas en la aleación, se debe controlar estrictamente la pureza de las materias primas y se deben eliminar por completo la capa de óxido y las adherencias de la superficie. La fuente de calor de la fusión por inducción de frecuencia media y baja es la corriente parásita inducida formada en la materia prima por el campo magnético alterno. El efecto superficial de la corriente parásita hace que la corriente se concentre en la superficie de la materia prima. Si el tamaño del bloque de materia prima es demasiado grande, la corriente parásita no puede penetrar el centro del bloque y solo el núcleo puede fundirse mediante conducción de calor, lo cual es muy poco realista en la producción real. Por lo tanto, el tamaño de la materia prima debe ajustarse según la selección de frecuencia y controlarse de 3 a 6 veces la profundidad de la piel. La siguiente figura muestra la relación entre la frecuencia eléctrica (profundidad de la piel) y el tamaño de la materia prima. Se puede observar que cuanto mayor es la frecuencia, más significativo es el efecto de la piel y menor es el tamaño de la materia prima requerida.
| Frecuencia de alimentación/Hz | 50 | 150 | 1000 | 2500 | 4000 | 8000 |
| Profundidad de la piel/mm | 73 | 42 | 16 | 10 | 8 | 6 |
| Tamaño óptimo de materia prima/mm | 220-440 | 125-250 | 50-100 | 30-60 | 25-50 | 15-35 |
La elección de la frecuencia de fusión está sujeta a otra función importante de la fusión por inducción: la agitación electromagnética, que utiliza la interacción de la fuerza entre el metal fundido y el campo magnético alterno para promover la fusión de los sólidos no fundidos y la homogeneización del metal fundido. La fuerza electromagnética La magnitud es inversamente proporcional a la raíz cuadrada de la frecuencia actual. Una frecuencia demasiado alta debilitará el efecto de agitación electromagnética de la fuente de alimentación alterna. La banda de frecuencia utilizada en la producción real es de alrededor de 1000~2500 Hz y el tamaño de la materia prima debe controlarse por debajo de 100 mm.
El apilamiento de materias primas en el crisol debe tener en cuenta la distribución espacial del campo magnético inducido y la temperatura durante el proceso de fusión. Por lo general, la bobina de inducción se enrolla alrededor del exterior del crisol. El campo magnético es más fuerte en el interior del crisol y se debilita gradualmente hacia el centro, pero los lados, el fondo y la parte superior del crisol. La abertura es la principal vía para que escape el calor, por lo que la temperatura del lado inferior del crisol Está en el medio, la temperatura de la capa superior y la temperatura media de la inferior es más baja, y la temperatura de la parte media es la más alta. Por lo tanto, al cargar, es aconsejable colocar pequeños trozos de materiales de bajo punto de fusión densamente en el fondo del crisol; los materiales de alto punto de fusión y los trozos grandes de materiales deben colocarse en las partes media e inferior; En la parte superior se deben colocar trozos grandes de materiales de bajo punto de fusión y estar sueltos para evitar puentes. Hoy en día, la tecnología de fundición-fundición continua se ha utilizado ampliamente. Las materias primas se añaden continuamente al crisol a altas temperaturas a través de una cámara de carga. Para controlar la volatilización de los materiales de tierras raras, generalmente se agrega primero hierro puro para fundirlo, luego se agregan secuencialmente metales o aleaciones de alto punto de fusión y, finalmente, se agregan tierras raras.
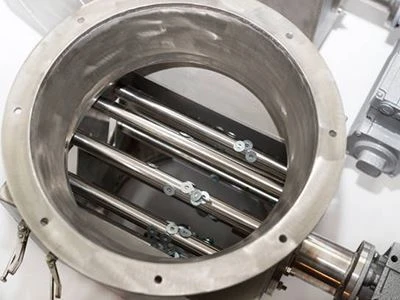
2. Fundición
Las aleaciones binarias o ternarias de tierras raras generan inevitablemente fases -Co o -Fe en condiciones de enfriamiento lento (cercano al equilibrio). Sus suaves propiedades magnéticas a temperatura ambiente dañarán seriamente las propiedades magnéticas permanentes de los imanes y deben enfriarse rápidamente para inhibir su formación.
Para lograr el efecto de enfriamiento rápido requerido, la tecnología tradicional de fundición en lingotes ha estado trabajando para reducir el espesor del lingote de aleación. Las ventajas de la fundición en lingotera son el bajo costo del equipo, la operación simple y la capacidad de cumplir con los requisitos generales de producción de imanes. La desventaja es que el tamaño del grano es desigual y con frecuencia precipitan las fases -Co o -Fe. El tratamiento térmico a largo plazo de lingotes de aleación a temperaturas inferiores al punto de fusión de la aleación puede ayudar a eliminar la fase -Co o -Fe, pero provocará la acumulación de fases ricas en Nd, lo que no favorece la distribución óptima del grano. Fases límite en imanes sinterizados.
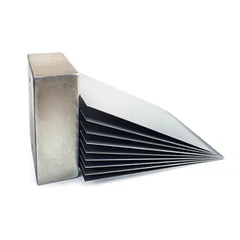
Para reducir aún más el espesor del lingote de aleación, se desarrolló una estructura de "disco-rascador" similar a la de un panqueque, haciendo que el espesor de la aleación alcance aproximadamente 1 cm. Sin embargo, el aumento del área de aleaciones trajo muchos problemas a la colección de hornos de fundición de gran capacidad. . Otro camino efectivo de desarrollo tecnológico va en la dirección opuesta, comenzando con la velocidad de enfriamiento extremadamente alta para preparar aleaciones Nd-Fe-B de enfriamiento rápido, y tratando de reducir la velocidad de enfriamiento para preparar aleaciones cristalinas de enfriamiento rápido, que se llaman tiras. Nace la tecnología de fundición o escamas de fraguado rápido (strip casting o SC). Vierte la aleación fundida a través de un canal de desviación sobre una rueda de metal enfriada por agua que gira rápidamente para obtener un espesor de 0.2~0.6 mm, composición de fase y textura ideales. Escamas de aleación. En la estructura de aleación fundida en tiras, la distribución uniforme de la fase rica en Nd y la supresión de -Fe reducen el contenido total de tierras raras, lo que resulta beneficioso para obtener imanes de alto rendimiento y reducir los costos de los imanes; la desventaja es que debido a la reducción en la fracción de volumen de la fase rica en Nd, en comparación con los imanes producidos por fundición en lingotera, la fragilidad de los imanes aumenta y el posprocesamiento se vuelve más difícil.